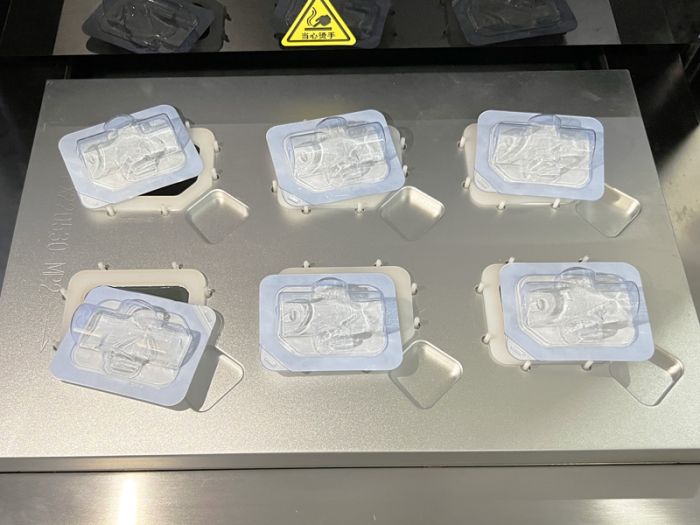
Heat sealing production of the air bag inside the air massager
For the thermal fusion production requirements of internal airbag assemblies in pneumatic massagers, combining medical-grade TPU material properties with high-frequency welding technology, the following key solutions are proposed:
.jpg)
I. Equipment Selection & Process Integration
-
High-Frequency Welder Specifications
- Recommend 5000-15000W output power systems
- Equip with 7T85RB/3069RB oscillator tubes
- Support pneumatic/hydraulic pressure mechanisms to meet TPU airbag fusion strength requirements
-
Mold Design Guidelines
- Customize split mold structures
- Control clearance between moving core and fixed cavity at 0.02-0.05mm
- Apply Teflon anti-adhesion coating on mold surfaces
II. Material Treatment & Welding Parameters
-
TPU Film Pre-treatment
- Use medical-grade TPU film (Shore hardness 85A-95A)
- Implement plasma treatment (300W power, 30s duration) for surface activation
-
Welding Parameters
-
High-Frequency Welding:
Frequency: 27.12MHz
Mold temperature: 80-100°C
Duration: 3-5 seconds -
Ultrasonic Welding:
Frequency: 20kHz
Amplitude: 50-70μm
Pressure holding: 2-3 seconds
-
III. Quality Control Standards
-
Air-Tightness Verification
- Pass 0.5MPa pressure endurance test (≥30s duration)
- Maintain leakage rate <5ml/min
-
Weld Seam Evaluation
- Achieve peel strength ≥8N/cm (per ASTM D1876)
- Recommend dual-welding process for enhanced compressive resistance
IV. Production Optimization
-
Spark Prevention
- Install 5557 American-style spark protection system
- Automatic power cutoff for abnormal high-frequency output
-
Automation Integration
- Adopt high-frequency thermal fusion machines with rotary turntables
- Enable continuous production with ≥40% efficiency improvement
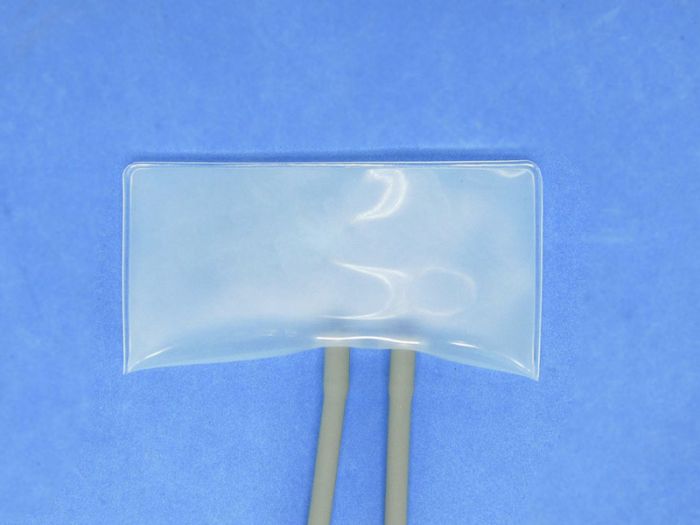
.jpg)